
レーザ加工光学系の種類
レーザ加工光学系の種類
レーザ加工に使用されている光学系には大別すると4種類あります
- 集光光学系(固定光学系)
- 結像光学系
- スキャニング光学系
- 特殊光学系
光学系はレーザ発振器の特長や加工に求められる加工タクトにより選ぶ光学系が異なります。集光光学系(固定光学系)から順に各光学系のメリットとデメリットそして注目点をみていきます。
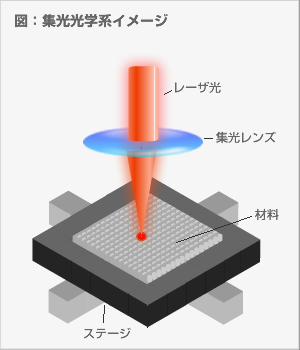
集光光学系(固定光学系)
集光光学系(固定光学系)はレーザ発振器から出力されたレーザ光を集光レンズで集光し加工を行う最も基本的な光学系です。
[ 集光光学系(固定光学系)のメリット ]
- 集光レンズの選択の幅が広く光学系を検討するに当たり収差やコストを最小限に抑えることができます。
- 加工位置精度がステージの精度で決まり精度の高い加工を行うことができます。
- 加工範囲はステージの可動範囲で決まり広範囲に加工を行うことができます。
- ステージに加減速領域が必要なため可動域を大きめにとる必要がありステージサイズが大きくなります。
- 曲率のあるパターン加工を行う場合、加工はできるが速度が上がりません。
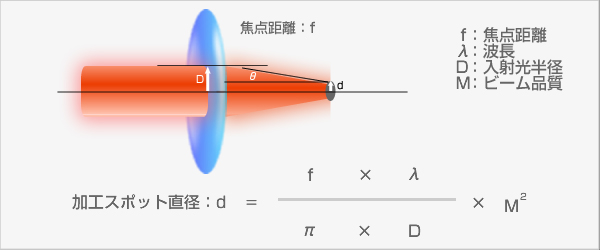
[ スポット径の求め方 ]
加工スポット径は左図の公式から以下のことがわかります。
加工スポット径は左図の公式から以下のことがわかります。
- 集光レンズの焦点距離が長ければ長いほど大きくなります
- レーザ光の波長が長くなればなるほど大きくなります
- ビーム品質が悪くなればなるほど大きくなります
- 集光レンズへの入射光の径が大きいほど小さく絞れます
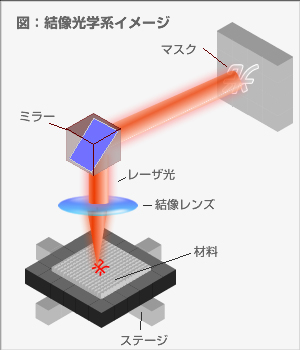
結像光学系
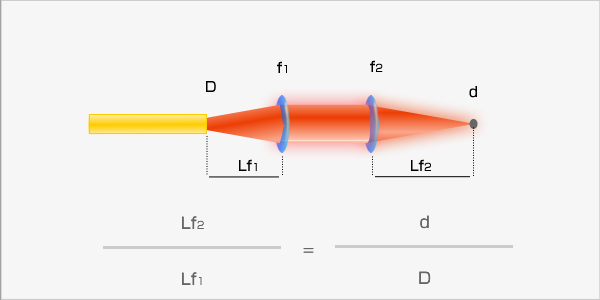
マスクパターン、もしくは面発光を行う光源(例えば、ファイバー伝送されたレーザ光)の像を加工対象材料上に転写する光学系です。下図は、投影する像の大きさを縮小投影(『投影する像と転写レンズまでの距離』と『転写レンズと加工対象材料までの距離』の比率が結像倍率となる)している光学系を示しています。
[ メリット ]
- マスクパターンを投影し、パターンの一括加工を行うことができます。
- エキシマレーザの加工光学系では縮小投影による結像光学系が主に利用されています。
- 加工形状の精度はマスクパターン精度に依存し、レーザ光が揺らいでも加工精度が崩れることがない。
- マスクによる光透過損失が大きい。
- 光学レンズの構成枚数が多く、集光光学系と比較すると光路長が長くなります。
- マスクパターン全体の光強度分布を均一にする必要があるため光学レンズが高価になります。
- 湾曲収差に注意が必要。(転写した像が加工対象材料上で歪む)
[ ファイバーレーザの結像系 ]
ファイバー伝送を行うレーザ(マルチモード(ファイバーコア径:50μm以上)の場合)の光学系では、結像系の考え方が一般的です。(シングルモードは、集光式を適用する。)
『Lc:ファイバーのレーザ出口からコリメータ第1レンズまでの距離』と『Lf:コリメータ第2レンズと結像点までの距離』の比が、結像倍率になります。
ファイバー伝送を行うレーザ(マルチモード(ファイバーコア径:50μm以上)の場合)の光学系では、結像系の考え方が一般的です。(シングルモードは、集光式を適用する。)
『Lc:ファイバーのレーザ出口からコリメータ第1レンズまでの距離』と『Lf:コリメータ第2レンズと結像点までの距離』の比が、結像倍率になります。
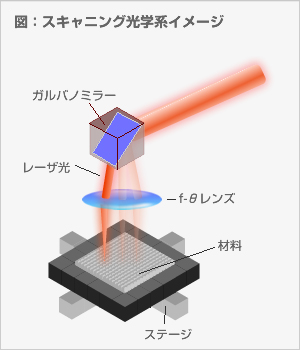
スキャニング光学系
ガスバノスキャナーとf-θレンズの組み合わせで構成される走査型光学系です。f-θレンズの有効面積内であればレーザ光をガルバノミラーで高速に走査することができます。
[ メリット ]
[ デメリット ]
- f-θレンズの有効面積内で加工を高速に行うことができます。
- f-θレンズの有効範囲内であれば高速にパターン加工を行うことができます。(マーキングなど)
- CAD図面の読み込み加工が高速にできる。
[ デメリット ]
- f-θレンズに種類が少ない。
- 温度ドリフトによる加工精度に課題。
- ガルバノミラーの大きさに限界があるためf-θレンズによる集光径の調整範囲が狭くなります。
- 制御ソフトがメーカー依存。
特殊光学系
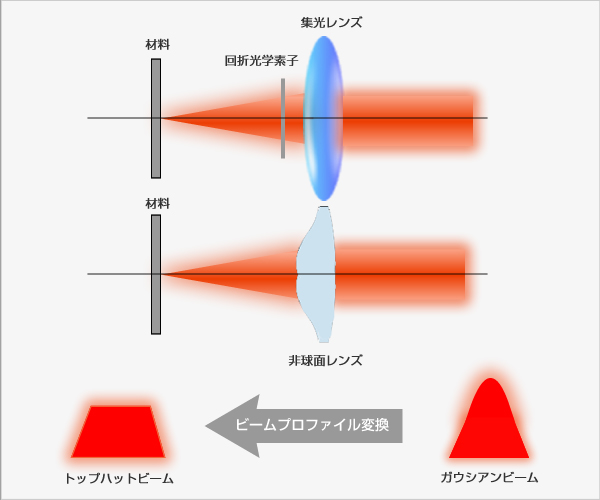
特殊光学系には通常の屈折型と回折型があります。屈折型レンズにはレンズ中央部と端部などレンズ上で屈折角が異なる非球面レンズがあり、回折型レンズにはレーザ光を回折させターゲット上で光の干渉パターンをつくる回折光学素子があります。屈折型レンズや回折型レンズを利用すると収差補正やビームプロファイル変換などを行うことができます。
[ 非球面レンズの特徴 ]
非球面レンズは透過率が高く取り扱いが通常のレンズと同じであるが、レンズに対する光軸ズレ(平行ズレ)がトップハットのプロファイルに大きく影響を及ぼすため、レーザ発振器のポインティングスタビリティにその性能が依存する場合が多い。
また、トップハットにした時の裾の立ち上がりが遅い。
[ 回折光学素子の特徴 ]
回折光学素子は見た目は1枚のガラス基板であるが、素子表面には超微細な加工が施されており、その形状から回折された光を加工対象材料上でプロファイル変換を行います。屈折レンズと比較すると回折光学素子は透過率(回折効率)が低いです。
また回折させるための位相レベル(表面の加工形状の複雑さ)を上げることにより、トップハットプロファイルの裾の立ち上がりが速くなります。
回折型であるためレーザ光の回折効率が低い。
非球面レンズは透過率が高く取り扱いが通常のレンズと同じであるが、レンズに対する光軸ズレ(平行ズレ)がトップハットのプロファイルに大きく影響を及ぼすため、レーザ発振器のポインティングスタビリティにその性能が依存する場合が多い。
また、トップハットにした時の裾の立ち上がりが遅い。
- 屈折型であるためレーザ光の透過率が高い
- ビームの裾野の立ち上がりが遅い
- 光軸に対し垂直方向へのズレがあるとプロファイルが崩れる。
- 光学性能は高次のどの項まで研磨できるかによる。
- 高次になればなるほど研磨技術が難しくコストも上がる。
[ 回折光学素子の特徴 ]
回折光学素子は見た目は1枚のガラス基板であるが、素子表面には超微細な加工が施されており、その形状から回折された光を加工対象材料上でプロファイル変換を行います。屈折レンズと比較すると回折光学素子は透過率(回折効率)が低いです。
また回折させるための位相レベル(表面の加工形状の複雑さ)を上げることにより、トップハットプロファイルの裾の立ち上がりが速くなります。
回折型であるためレーザ光の回折効率が低い。
- ビームの裾野の立ち上がりが早い。
- 光軸に対し、垂直方向へのズレがあってもプロファイルが崩れない。
- 光学性能は、位相レベル(回折を起こす格子階段の数)に依存する。
- 位相レベルが高いほど価格が上がる。
レーザ熱加工と非熱加工
レーザ光と材料の関係
レーザ加工の品質
レーザ加工の課題
レーザ選定のポイント
レーザ発振の原理
レーザの種類
レーザ光学系
レーザ穴加工
レーザ溝加工
レーザ切断加工
レーザ溶接加工
レーザ加工におけるコスト

お問い合わせ
レーザ加工やレーザ安全に関するお問い合わせはこちらから